
The Scope of Pump Reliability
Randal FermanThirty (30) some years ago I skimmed through an exhaustive study of the possible modes a prototype nuclear pump could fail and the probabilities connected with these events. In the report, the first reliability study I had seen, there was no discussion on how to influence or change failure probabilities. Absent a linkage to changing real outcomes, I was left with an impression that reliability was little more than an academic exercise.
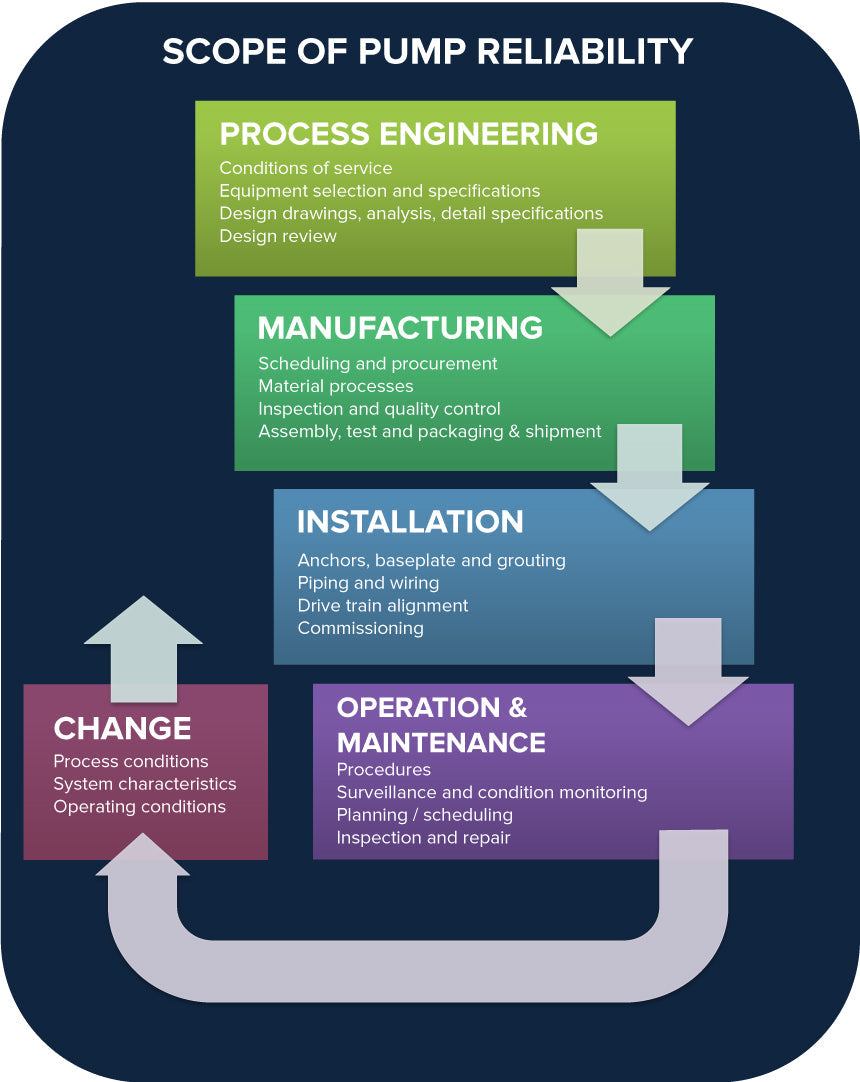
Years later I came to realize that reliability has operational and financial consequences and encompasses much of the life cycle of a pump beginning with equipment selection and continuing on through operation and maintenance and, as applicable, through modifications of the process and the machinery. As depicted in Figure 1, the scope of reliability is a composite of how the pump is designed, manufactured and assembled, how it is installed, the product being pumped, the pump operating conditions, condition monitoring and maintenance practices. The whole point is missed if one considers that pump reliability is somehow detached from all of the activities that conceive, create, operate and maintain a pumping installation.

Arguably, the greatest technical challenge facing manufacturers and users of pumps is improving reliability. Mechanical seal leakage gradually or exponentially increases to an unacceptable level, seemingly without cause. Bearings fail, often with little advance warning; when bearings fail this can wreck the mechanical seal and a whole lot more. Pump internal clearances, subjected to pressure and erosion, wear out, amperage draw goes up and pumping performance falls off. Shafting and impellers fatigue and break. Flanges leak, gaskets blow. This is all familiar to those who operate and maintain pumps. Is it all kismet or can we be agents of cause over the future of a pump?
Usually a pump ‘fails’ due to the failure of a single component. Moreover, depending on how promptly the pump is shut down after initial symptoms of imminent failure appear, other components may be damaged as well. Depending upon trends in vibration, leakage, power consumption, loss of performance or other indicators, the pump’s symptoms are telling us with some degree of predictability how soon it should be pulled out of service for repair. The less forewarning, the greater the impact of lost production and pump repair costs.
Repairing the pump brings it back to operational status, but this action alone may not improve reliability. The root cause of pump premature failure may be: operating continuously at an excessively low flow or an excessively high flow, some sort of machinery dynamic problem resulting in excessive vibration, excessive piping loads, cavitation, coupling or rotor imbalance or shaft misalignment, a mechanical seal or bearing overheating problem, and others. In such instances, finding and fixing the root cause brings about a dramatic improvement in the pump’s mean time between failure (MTBF).

A pump includes both stationary and moving parts that can fail. Usually stationary pump components are not the cause for pulling a pump out for service, but rings and bushings do wear and occasionally static seals or gaskets leak. Also pump casings can become excessively worn or corroded but seldom cause in-service failure. It is often quipped that a centrifugal pump has a single rotating part. But actually, considering the mechanical seal and bearing assembly, there are some two or three dozen moving parts, any one of which can fail and take a pump out of service. In order of frequency, the most common pump components that fail are mechanical seals, bearings, couplings, shafting and impellers.
Excessive leakage of the mechanical seal is the most common reason why a pump is taken out of service, if even for just a few hours to install a new seal or remedy the specific leakage issue. There are many possible reasons and scenarios leading to excessive seal leakage. Mechanical seals are precision devices that demand careful handling and installation procedures. The sealing gap between faces for liquid seals can vary between 5 and 50 micro-inches (0.13 to 1.3 microns). Dirty fingerprints can ruin sealing faces. Improper or careless installation, improper operation of the seal piping system or the seal support system, inappropriate mechanical seal selection, inappropriate seal piping plan or seal support system, excessive pump piping strain, and excessive shaft misalignment can each or in combination have an adverse effect on the life of a mechanical seal. Ideally a mechanical seal operates in a cool, clean and vibration-free environment, in which case, depending on the specific application and operating parameters, a mechanical seal should provide years of trouble-free operation.
Rolling element bearings are the second most common pump element to fail. Rolling element bearings have a statistical life rating, based on failure due to metal fatigue, known as L10 (aka B10), often expressed in hours. At a given shaft rotational speed and load, 10 percent of ‘identical’ bearings can be expected to fail (or 90 percent will survive) when the bearing manufacturer’s rated L10 hours have elapsed. 50 percent of bearings will survive approximately five (5) times the L10 life rating.
Dimensional standard process pumps have a specified minimum L10 life of 17 500 hours (2 years). So the median bearing life for these pumps would theoretically be about 10 years. But pump bearings most often fail way before achieving their ‘natural’ statistical demise due to metal fatigue. Indeed, observed field failures are often related to particulate or water contamination of the lubricant, abrasive wear, improper lubricant viscosity, mounting damage, misalignment, improper shaft/housing fits, insufficient loading resulting in skidding of rolling elements, shock loading, false brinelling, failure of a bearing separator (cage) or a failure or malfunction of the lubrication system. Debris particle contamination as small as 3 microns can cause bearing damage. Proper bearing storage, handling and installation, as well as the initial bearing housing and assembly cleanliness are factors the pump manufacturer or the repair shop can control. General lubrication cleanliness, control of bearing housing contamination and monitoring of the lubrication system are factors the pump user can control.
The system, process and specifying engineers play crucial roles in determining the ultimate life cycle cost and equipment reliability by ensuring the pump is properly specified for the properties of the pumped product, the equipment’s operating environment and the system’s hydraulic characteristics.
Equipment installation also plays a critical role in pump reliability. Proper setting of the anchors, leveling and grouting of the baseplate, piping up to the pump while minimizing strain, elimination of soft foot and accurate alignment of the drive train contribute to smooth running. Installation and alignment requires care and precision and are best done by or under the supervision of an experienced millwright.
Ideally a pump is operated at or near its best efficiency point (BEP). The Preferred Operating Range (POR) is typically 70 or 80 to 120 percent of BEP flow according to Hydraulic Institute, API or ISO specifications. The Allowable Operating Range (AOR) is defined by the manufacturer. Graphically the concept of POR and AOR ranges are shown in Figure 2. The AOR is typically bounded by flows at which the vibration level exceeds a specified value. Pump NPSH-Required may be the limiting factor at the high flow extent of the operating range. Turbulence, recirculation and cavitation come from operating a pump at off-BEP flows and result in energy dissipation forces that act upon the rotor and the pump stationary components. These forces cause displacements and strain, fatigue and wear and shorten the pump’s MTBF.
The standards for pump maintenance and repair activities should be no less rigorous than would be expected of newly manufactured equipment. Proper cleanliness, handling and assembly practices for critical tolerance mechanical seals and bearings can avoid maintenance induced failures and at least give these components an opportunity to achieve long life. Inspection of the disassembled pump also provides an opportunity to discover the root cause of failure.
A thorough treatment of pump reliability encompasses nearly the entire life cycle of the equipment, including selection, design, specifications, manufacture, inspection and testing, shipment and storage, installation, commissioning, operation and maintenance. When viewed in this context, reliability is a real world activity relevant to all hands involved with the pumping machinery.
For an independent evaluation of the pumping equipment for your system, contact an experienced consulting engineer who can help with your specific application. See our services page to see details of pump consulting services we provide. Or contact us directly through this website. Looking forward to speaking with you!