Normally the user shouldn’t have to care about axial thrust. Pump failure from an axial thrust-related problem is relatively uncommon. But very few, if any, pumps are entirely immune to this class of problem.
Why is this? First of all, a rotating single-entry impeller wants to move in an axial direction and usually with lots of force. And while the principles of axial thrust are easy to understand, there are a variety of complicating factors and uncertainties, any one or combination of which can lead to an axial thrust problem.
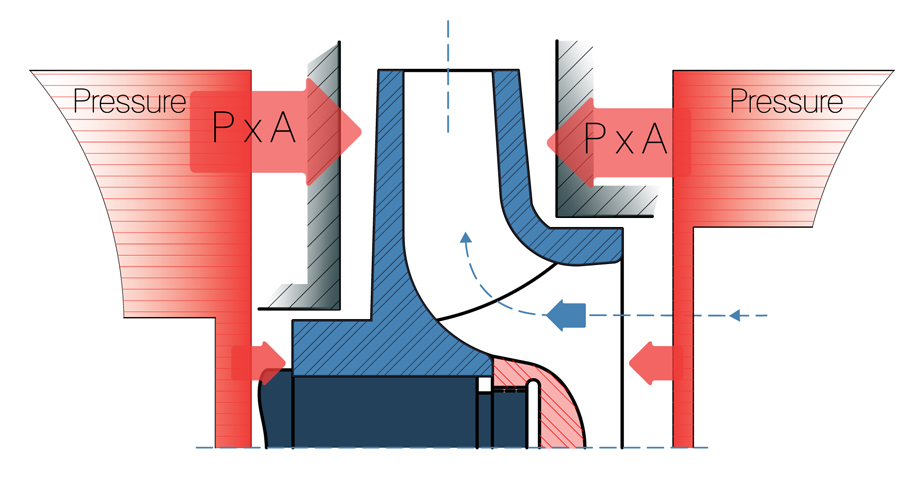
It is instructive to consider the magnitude of hydraulic axial thrust forces acting on an impeller. A 12 inch (305 mm) diameter radial impeller operating at 3580 rpm in cold water may have 16,000 lbs (71 kN) of force acting on its rear shroud and 13,000 lbs (58 kN) plus or minus, depending on eye ring diameter, acting on its front shroud.
These are significant forces. In terms of physical objects we can relate to, the forces in each opposing direction are equivalent to the weight of 2 or 3 full-size pickup trucks acting against the single 12 inch (305 mm) impeller. On a larger diameter impeller or at higher speeds these forces increase by approximately the square of the ratio of diameters or speed. For instance at a pump speed of 4500 rpm this equates to 4 or 5 full-size pickup trucks in each direction.
The net axial thrust of the impeller is the difference between forces acting on back and front shrouds. There are a number of difficult-to-quantify hydrodynamic effects that can alter these forces. For instance, ring leakage or impeller axial positioning relative to the volute or diffuser can alter the pressure distribution between the impeller and sidewall gaps. Relatively small changes in pressure are greatly magnified by the large projected shroud surface areas. The result can be very large shifts in axial thrust in either direction.
The operating flow of the pump relative to BEP also plays an important role. Axial thrust increases substantially towards shutoff and can reduce to the point of thrust reversal at runout flow. For multi-stage pumps these forces are additive. The combination of uncertainties in addition to the range of pump operating conditions, plus internal wear and leakage effects can exceed the design capacity of the thrust bearing.
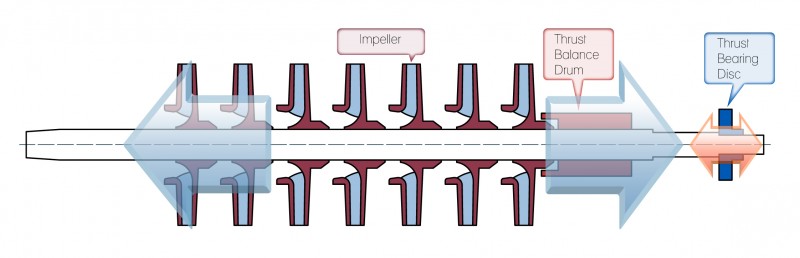
On a typical single stage pump, thrust compensating features such as a back wear ring and balance holes or back pump-out vanes are designed onto the impeller. A double suction impeller has theoretically zero net axial thrust and in practice it is a relatively small value. On multi-stage pumps of in-line single entry impellers the residual axial thrust is normally compensated by a balance drum, balance disc, or combination drum-disc device. Even with opposed impellers, the multi-stage rotor is still normally fitted with a thrust compensating device.
Axial thrust related problems are usually related to one or more of the following:
- High residual, unbalanced axial thrust with resultant excessive thrust bearing load
- Cyclic or transient rotor axial excursions or shuttling
- Failure of the thrust compensating disc (on machines equipped with one)
Symptoms of high axial thrust can include high bearing temperature and/or premature thrust bearing failure. High axial thrust may appear gradually as the internal pump clearances open up from wear, or may show up suddenly such as when the pump is throttled back in flow. Rotor axial shuttling may occur with reduced flow or minimum flow operation and can result in elevated pump vibration, especially in the axial direction, leading to failure of the thrust disc or thrust bearing.
On machines equipped with a thrust disc, which in theory is self-compensating over the range of residual axial thrust forces, failure of the device itself sometimes occurs. Thrust disc failure is usually associated with system transients, sudden reduction in suction pressure, vapor entrainment or possibly insufficient backpressure at the disc. The backup thrust bearing can withstand momentary excursions of the rotor, but cannot overcome failure of the thrust disc. Notwithstanding the fact that some self-compensating thrust disc devices are inherently more resistant to failure than others, Standard API 610 for the oil and gas industries disallows them altogether. Thrust disc failure will very likely cause immediate overload and failure of the backup thrust bearing and is more or less catastrophic to the machine.
Fortunately, axial thrust problems are relatively uncommon. But it is helpful to have a general understanding of the topic should such a problem occur.
For an independent evaluation of a pump axial thrust issue, contact an experienced consulting engineer who can help with your specific application. See our services page to see details of pump consulting services we provide.
This article was also published in Empowering Pumps, the new global resource for pump professionals. Randal is a featured Industry Pro on EmpoweringPumps.com.
Sir’s, (ladies),
As a Service Engineer, the issue with high axial loading on vertical or horizontal pumps is a significant problem and a major cause of pump failure! Please note that axial loading can be mechanical (alignment) and/or hydraulic.
Generally it is because of incorrect pump choice – applications engineers/customers with little understanding of systems, but more often operators who do not understand pump operation. It is and will always be a failure of pump companies – particularly sales, on follow up and the education of customers. Sorry but it keeps me busy and I try my hardest to explain priciples and I am disappointed a senior person does not think this is such a relavent subject and wants to post this as a topic for discussion when clearly this is a serious issue with design and maintenance at the most basic level.
Wayne Armes
Senior Engineer
Flowserve Gulf FZE
Wayne,
Thank you for your comment.
The title question is rhetorical – there is no intention of minimizing the issue. In fact, my intent is to help educate and raise awareness of the topic. Axial thrust problems are among the most technically challenging when they do occur.
Best,
Randal
Dear sir,I am a pump mechanic, that recently I repaired a diffuser pump type with a balance disc arrangements, the pump was sent to test and in the first minute the pump lock up, and the
balance disc faces shows that a heavy galling, indicating that the faces came in contact, and I just wandering if you have any input on what could.
be causing the failure?
The pump was stared at slow 25/50% first , I was told.
Any suggestion is highly appreciated.
Here is the follow up correspondence. 2013-09-07 R. Ferman: As you may already be aware, balance disc arrangements can be touchy. So much so that API 610 disallows them altogether.
That said, there are many of these devices around and for high pressure boiler feed pumps, they are effective in balancing out high levels of axial thrust.
One of the manufacturing nuances is to machine the disc face with a very slight taper so that the OD touches first. Axial end-play needs to be adjusted down to a small value – I recall something like 1/32”. This may have to be done by machining an adjusting piece in the auxiliary bearing.
Not sure what the 25/50% represents – is that speed?
Good luck with this,
2013-09-08 W. Aguilar: Thank you so much for taking some time to respond to my question, I will follow you advise on the gap and the small taper, as to the gap I give was 0.005” per OIM specification.
The running speed of the pump is 3500RPM and the pump was started with aid of a VFD and it was stared 25% from the actual running speed.
Thank you so much and have a wonderful weekend.
I am mistreatment a lot of similar product, i feel you for the careful data regarding this.
Lapping Compounds Manufacturers
I am using a 2600 gph pump in a water feature that creates a disturbing pulsing output. Will a pump with a higher number of vanes reduce this pulsing pressure. If so is there a manufacture that you can recommend.
Don O’Neal
Don,
In order to know for sure if the observed pulsing output issue is related to the impeller vane number, we would need to know the frequency of pulsation (how many times per second – your best estimate), the pump motor speed, and the impeller’s number of vanes.
If the pulsation frequency is directly related to the impeller, then to find a solution we also need to know the diffuser passage number. It’s possible there is no diffuser (ring surrounding the impeller), but only a volute. In that case we need to know if there is one or two (180 degrees opposed) volute passages.
Hope to help you resolve this.
Randal
Hi there, very informative (and educative) piece there..
I have been dealing with this issue on how to decide the correct axial play value for my vs2 type pump. I have been scouring through the manual & datasheet but finds non and API 610 is helping very little (unless i’ve been looking in the wrong pages). From past experience with other rotating equipment, axial play is often dictated by the bearing type/model so one suggestion is that for me to look in the bearing OEM handbook.
Can you offer me any lead here? (it doesnt comes with any bearing shims but bearing mountied on sleeve with adjustable dowel to achieve desireable axial play). Thanks very much!
Julian,
You should obtain this value from the pump OEM. If they will not help, then secondly I would ask the reputable service and repair shop that your organization uses. The bearing manufacturer probably has useful information as well.
Good luck with this.
Randal