
What is the Purpose of Minimum Flow?
Randal FermanOver the years use of the term “minimum flow” has evolved. Decades ago industrial centrifugal pump manufacturers quoted a single, relatively low value for minimum flow intended to prevent users from running their pumps to destruction. The term “minimum flow” generally meant the lowest continuous flow the pump was permitted to operate, without reference to duration, vibration level or other criteria. Today we have minimum flow values for continuous operation, for intermittent operation and for permissible temperature rise.

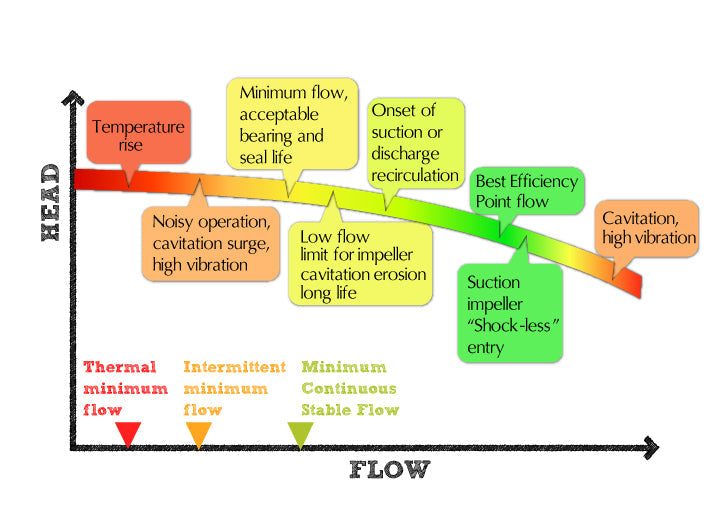
The accompanying chart Pump phenomena and minimum flows shows the relationships among the various off-design pump phenomena and minimum flow conditions. The head versus rate of flow curve with indicated phenomena is a variation of S. Gopalakrishnan’s from his well-cited paper titled, “A New Method for Computing Minimum Flow,” Proceedings of the Fifth International Pump Users Symposium; Texas A&M University, May 1988, pp. 41-47. As an aside, I recall Gopal (everyone knew him by that name) had made a local technical presentation using the now well-known chart, before it was published. Evidently the chart was copied from a handout of the overhead slides and was quickly pirated by another, and then others. Copies or variants of this chart are now found widely in papers and presentations on pumps.
The quoted minimum flow for continuous operation is usually called “Minimum Continuous Stable Flow” or its more common abbreviation “MCSF.” It is the flow below which the pump should not be operated continuously. The usual purpose of MCSF is to achieve satisfactory bearing and seal life; however MCSF may be based on other considerations. Any of the following factors may be considered in establishing the MCSF:
- manufacturer’s experience
- rule of thumb
- calculated onset of suction recirculation or discharge recirculation
- radial thrust
- temperature rise
- cavitation erosion intensity
- maximum permissible pressure rise (for system purposes)
- maximum permissible power rise (high specific speed and axial flow pumps)
- a combination of the above factors or others not listed
For hydrocarbon process industry API 610 specification pumps, the value of MCSF is normally coincident with the lower flow limit of the “Acceptable Operating Range” (refer to chart titled “Vibration limits for Allowable Operating Range and Preferred Operating Range”) where a specified vibration limit is not to be exceeded.

MCSF is a value that can range from roughly 10% to 80% of Best Efficiency Point flow depending on pump size and type, operating speed, impeller suction geometry, liquid density, and other factors. A size 2” (50mm) discharge single-stage process pump may have an MCSF as low as 10% of BEP flow. MCSF is often in the range of 30% to 60% of BEP flow for process pumps with discharge sizes 3” (75 mm) and larger. Large mixed flow vertical pumps and very high head-per-stage centrifugal pumps may have an MCSF greater than 60% of BEP flow. Axial flow pumps have a power curve that rises toward shutoff and minimum flow may be limited by the power rating of its driver.
On certain high energy pumps the minimum flow is governed by cavitation erosion damage. Minimum continuous flow for 40,000-hour impeller erosion life is where the system NPSH Available curve intersects the pump’s NPSH Required curve, at lower-than-BEP flow.
Intermittent minimum flow, when specified, is usually given as a percentage of MCSF. On some applications the governing value may be based on temperature rise. On large high energy pumps the value of intermittent minimum flow could be, for example, “70% of MCSF and not to exceed 100 hours per year.”
For some applications a thermal minimum flow or “Minimum Continuous Thermal Flow” is specified based on permissible liquid temperature rise. MCTF is usually, but not necessarily, lower than MCSF. While a pump thermal minimum flow is not always specified, the end user can readily calculate its value based on input mechanical power heating up the liquid. The limiting temperature rise is based on a safe margin to prevent flashing of the pumped liquid to vapor, potentially causing pump seizure.
Thermal minimum flow is not normally a concern at pump start-up as long as the closed discharge valve is set to begin opening right away. If the margin of system NPSHA above pump NPSHR is minimal, then the temperature rise conditions at pump start-up should be checked carefully.
A few pump applications, such as a vertical turbine jockey pump for maintaining pressure in a large fire sprinkler system, can potentially operate continuously at shutoff while pump suction recirculation mixes with the water in the sump in which it operates. The sump acts as a heat sink and a minimal water temperature rise is not a problem. This example is a rare exception to an almost invariable stricture on operating the pump continuously at shutoff.
The purpose of minimum flow is generally to prevent undue wear and tear or damage to the pump. In the real environment of a process or utility plant, a pump is operated at just about any condition demanded by the situation at hand. Thus there are different pump minimum flows for different purposes.
For an independent evaluation of a pump minimum flow issue, contact an experienced consulting engineer who can help with your specific application. Please take a look at our services to see our areas of expertise.
52 comments
In two locations in the graph cavitation is mentioned,why
Hi Randal,
Thanks for the detailed explanation. Just to summarize your view, the approach based on power requirement is quite good in basic engineering phase.
Regarding type of industry, we mainly deal with hydrotreating and hydrocracking operations – so gasoil, VGO, diesel, naptha and sour water are the things that we mainly need to pump. And the discharge pressure roughly varies from about 6 kg to 80 kg (140-150 kg in case of hydrocrackers).
Based on this additional information, if you can suggest any other more specific guideline for selection of minimum flow arrangement, it will be very helpful.
Rajarshi,
Each industry and each pump application is going to have special process, operational, safety and specification requirements to consider. Beyond the pump manufacturer’s data sheet specifications there are many variables in the mix. If one narrows the problem down to a specific industry and a specific process type, then design guidelines or a decision algorithm can be developed – you may already have something along these lines. Power requirement of the pump is the most rational point to start because input power directly affects temperature rise. Conceptually, one might be able to generalize sizing of the piping and the fittings required based on the head and flow of the pump, with different types of minimum flow control arrangements being decided by other factors such as power, process type, etc. But as one attempts to more broadly cover the range of process applications, or cross over into other industry categories, the level of effort is certain to escalate.
Thank you for this excellent question and I’m happy to hear you find this discussion helpful.
Randal
Hi Randal,
Firstly, great job. This is an excellent and extremely informative discussion forum.
Now, coming to my query, I work for a licencor in oil and gas sector and so have very limited direct interaction with vendor. While issuing datasheet for pumps, we usually give a general comment like:" Pump vendor to specify minimum flow protection requirement". However, for P&ID and pressure drop purposes, we do some preliminary estimates on what type of minimum flow circuit will be provided, viz.: RO with a continuous min flow/ Yarway valves/ Minimum flow line with control valve. The selection among these three options is done on basis of power requirement of the pump.
Can you suggest a more accurate method to select the type of minimum flow system required in basic engineering phase?
Thank you so much Mr. Ferman for your helpful reply.