
What is the Purpose of Minimum Flow?
Randal FermanOver the years use of the term “minimum flow” has evolved. Decades ago industrial centrifugal pump manufacturers quoted a single, relatively low value for minimum flow intended to prevent users from running their pumps to destruction. The term “minimum flow” generally meant the lowest continuous flow the pump was permitted to operate, without reference to duration, vibration level or other criteria. Today we have minimum flow values for continuous operation, for intermittent operation and for permissible temperature rise.

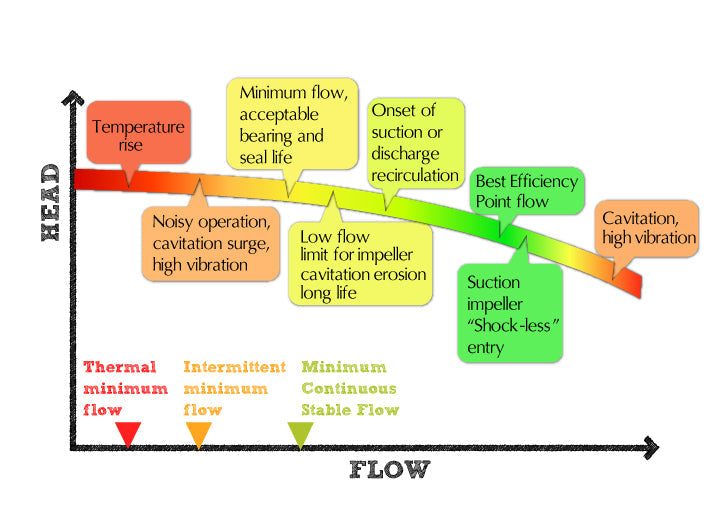
The accompanying chart Pump phenomena and minimum flows shows the relationships among the various off-design pump phenomena and minimum flow conditions. The head versus rate of flow curve with indicated phenomena is a variation of S. Gopalakrishnan’s from his well-cited paper titled, “A New Method for Computing Minimum Flow,” Proceedings of the Fifth International Pump Users Symposium; Texas A&M University, May 1988, pp. 41-47. As an aside, I recall Gopal (everyone knew him by that name) had made a local technical presentation using the now well-known chart, before it was published. Evidently the chart was copied from a handout of the overhead slides and was quickly pirated by another, and then others. Copies or variants of this chart are now found widely in papers and presentations on pumps.
The quoted minimum flow for continuous operation is usually called “Minimum Continuous Stable Flow” or its more common abbreviation “MCSF.” It is the flow below which the pump should not be operated continuously. The usual purpose of MCSF is to achieve satisfactory bearing and seal life; however MCSF may be based on other considerations. Any of the following factors may be considered in establishing the MCSF:
- manufacturer’s experience
- rule of thumb
- calculated onset of suction recirculation or discharge recirculation
- radial thrust
- temperature rise
- cavitation erosion intensity
- maximum permissible pressure rise (for system purposes)
- maximum permissible power rise (high specific speed and axial flow pumps)
- a combination of the above factors or others not listed
For hydrocarbon process industry API 610 specification pumps, the value of MCSF is normally coincident with the lower flow limit of the “Acceptable Operating Range” (refer to chart titled “Vibration limits for Allowable Operating Range and Preferred Operating Range”) where a specified vibration limit is not to be exceeded.

MCSF is a value that can range from roughly 10% to 80% of Best Efficiency Point flow depending on pump size and type, operating speed, impeller suction geometry, liquid density, and other factors. A size 2” (50mm) discharge single-stage process pump may have an MCSF as low as 10% of BEP flow. MCSF is often in the range of 30% to 60% of BEP flow for process pumps with discharge sizes 3” (75 mm) and larger. Large mixed flow vertical pumps and very high head-per-stage centrifugal pumps may have an MCSF greater than 60% of BEP flow. Axial flow pumps have a power curve that rises toward shutoff and minimum flow may be limited by the power rating of its driver.
On certain high energy pumps the minimum flow is governed by cavitation erosion damage. Minimum continuous flow for 40,000-hour impeller erosion life is where the system NPSH Available curve intersects the pump’s NPSH Required curve, at lower-than-BEP flow.
Intermittent minimum flow, when specified, is usually given as a percentage of MCSF. On some applications the governing value may be based on temperature rise. On large high energy pumps the value of intermittent minimum flow could be, for example, “70% of MCSF and not to exceed 100 hours per year.”
For some applications a thermal minimum flow or “Minimum Continuous Thermal Flow” is specified based on permissible liquid temperature rise. MCTF is usually, but not necessarily, lower than MCSF. While a pump thermal minimum flow is not always specified, the end user can readily calculate its value based on input mechanical power heating up the liquid. The limiting temperature rise is based on a safe margin to prevent flashing of the pumped liquid to vapor, potentially causing pump seizure.
Thermal minimum flow is not normally a concern at pump start-up as long as the closed discharge valve is set to begin opening right away. If the margin of system NPSHA above pump NPSHR is minimal, then the temperature rise conditions at pump start-up should be checked carefully.
A few pump applications, such as a vertical turbine jockey pump for maintaining pressure in a large fire sprinkler system, can potentially operate continuously at shutoff while pump suction recirculation mixes with the water in the sump in which it operates. The sump acts as a heat sink and a minimal water temperature rise is not a problem. This example is a rare exception to an almost invariable stricture on operating the pump continuously at shutoff.
The purpose of minimum flow is generally to prevent undue wear and tear or damage to the pump. In the real environment of a process or utility plant, a pump is operated at just about any condition demanded by the situation at hand. Thus there are different pump minimum flows for different purposes.
For an independent evaluation of a pump minimum flow issue, contact an experienced consulting engineer who can help with your specific application. Please take a look at our services to see our areas of expertise.
52 comments
Sandesh,
A common practice for the nuclear electric power generation industry here in the U.S. is to allow for an intermittent minimum pump flow of 70% of MCSF for up to 100 hours per year. I do not know where this is written, except I mention it, not in connection with any specific industry, in my article titled ‘What is the Purpose of Minimum Flow?’ which is posted in the Ekwestrel website. Using this value would yield an intermittent minimum flow of 137 m3/hr.
If the pump vendor does not offer a calculation for this, you have a couple possible options. One would be to test the pump. Another would be to hire a consultant or engineering firm to evaluate the pump. Some measurements of the impeller would probably be necessary.
I hope this helps.
Randal
Hello Sir,
We are facing peculiar problem in our centrifugal pump. The pump is high flow rate pump with rated capacity of 538 m3/hr. The pump is intended to deliver stabilised crude oil from stripper column to Flow suction Tank (crude).
These pumps are new pumps replacing the old pumps. Now the scope was to replace the pumps but there was no scope related to minimum recirculation line updation. We missed to check its adequacy. Now the old pumps had MCSF – 170m3/hr and new pumps have 195m3/hr. The FCV in minimum circulation valve is also design to deliver only 170m3/hr.
We asked vendor to revisit the MCSF and reduce the values. However vendor recommended 30% of BEP value, i.e 195m3/hr. We are unable to start the train currently due to this discrepancy for concerns related to pump safety.
Could you please advise how vendor can make theoretical calculations to arrive at MCF value which will be only intermittent case in extreme scenario of blocked discharged. We are able to maintain the MCSF value during normal operations in all scenarios by limiting the closure of discharge valve to 90%. Hence the flow of 195m3/hr in all scenarios except the startup and discharge valve failure which will rare case for short duration before pump is tripped.
Thank you for taking the time to share your knowledge.
For Zelen’s comment, I think it is best to assume that what he is saying is technically rational. If you read it from that point of view, not necessarily using a literal interpretation, then it makes sense.
Kirit, Your comment about the control valve and discharge valve positions relative to MCSF is new information to me – interesting. Vibration is often the criteria for MCSF but there can others such as heating of the pumped product or cavitation. Best, Randal